


在医药行业的包装流程中,药品全自动颗粒包装机扮演着至关重要的角色.随着技术的进步和市场需求的增长,包装设备的自动化程度已成为提升生产效率、保证产品质量、降低生产成本的关键因素.本文将探讨药品全自动颗粒包装机的自动化程度如何影响生产效率,并分析其背后的技术原理和实际应用效果.
一. 药品全自动颗粒包装机的自动化程度分级
药品全自动颗粒包装机根据自动化程度的不同,可以分为半自动、全自动、智能化三个层次.半自动包装机需要人工辅助完成一些操作,如填料等;全自动包装机则实现了从填料到封口的无人操作;智能化包装机在全自动的基础上,集成了数据分析、远程监控等智能功能,实现了更高级别的自动化生产.
二. 自动化程度对生产效率的影响
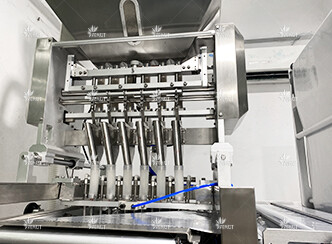
(1)提高生产速度:全自动颗粒包装机通过机械手臂、自动称重系统、自动给料系统等装置,实现了快速准确的包装过程,显著提高了生产速度.与半自动或手工包装相比,全自动包装机可以在更短的时间内完成更多的包装任务.
(2)减少人工干预:随着自动化程度的提升,药品全自动颗粒包装机减少了人工干预的需求.这不仅降低了因人为错误导致的产品缺陷,还减少了劳动力成本,提高了生产效率.
(3)优化生产流程:全自动颗粒包装机通过集成的控制系统,可以实现生产流程的优化.例如,智能调度系统可以根据订单情况自动调整生产计划,减少等待和停机时间,提高生产线的整体效率.
(4)提升产品质量:自动化设备能够严格控制包装参数,如重量、密封温度等,确保每个包装单元的一致性和质量,减少了因包装不良导致的产品返工和浪费.
(5)增强设备稳定性:高自动化程度的包装机通常配备有故障自诊断系统,能够及时排除潜在故障,保持设备的稳定运行,减少意外停机时间.
药品全自动颗粒包装机的自动化程度直接影响着生产效率.随着自动化技术的不断发展,全自动颗粒包装机不仅提升了生产速度,还通过减少人工干预、优化生产流程、提升产品质量和增强设备稳定性等方式,显著提高了生产效率.对于药品生产企业来说,选择合适的全自动颗粒包装机,不仅可以满足当前的生产需求,还可以为未来的市场变化做好准备.在追求高效率和高质量的今天,投资于高自动化程度的包装设备,是药品生产企业实现可持续发展的重要策略.


